

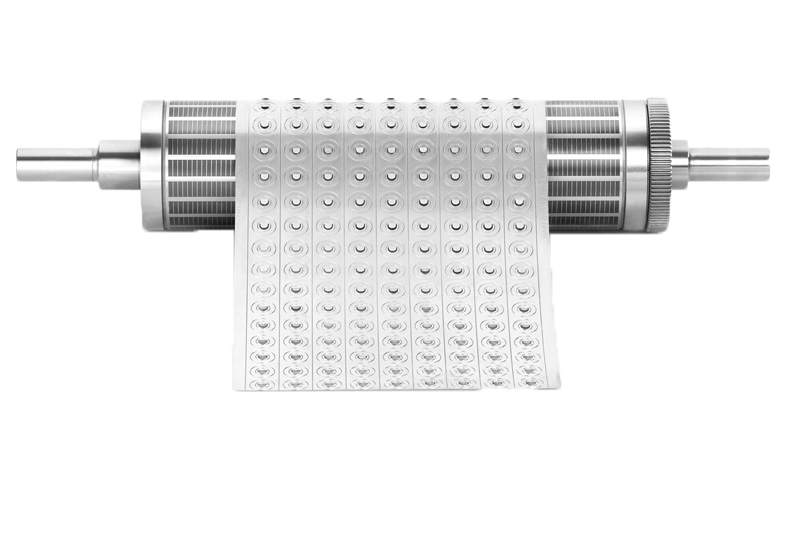
Magnetic Cylinder



Focus on maximum quality
Magnetic cylinders
work with absolute precision
The high-quality magnetic cylinders are made of a stainless steel body, in order to resist corrosion
- It does not deprive of the force of the magnet and allows a high and balanced adhesion to the flexible die during use.
- Is also possible to make them lighter, if the body is made of aluminum or hollow on the inside.
- We can also design positioning pins on the surface of the cylinder body to prevent the displacement of the flexible die.
Advantages of our magnetic cylinders
Fully adaptable to all your projects

Maximum precision
100% adaptable
Best quality

Higher performance
How to calculate the development of magnetic cylinders?
Do it easy with this table
The development of a cylinder can be easily calculated from the number of teeth (z). Only the pitch of the tooth or module (m) is required.
- Development (in inches) = z * m / π
- Development (in mm) = z * m
The labeling industry mainly uses cylinders with a tooth pitch of 1/8” CP = 3,175mm.
- Development (in inches) = z * 1/8
- Development (in mm) = z * 3,175
| N. of teeth | Development in inches | Development in millimeters |
|---|---|---|
| Z 96 | 12″ | 304,8 mm |
| Z 112 | 14″ | 355,6 mm |
| Z 136 | 17″ | 431,8 mm |
| Z 160 | 20″ | 508,0 mm |
| Z 192 | 24″ | 609,6 mm |


{kind=link}
{kind=link}
{kind=link}
{kind=link}